Mabenta ang hot-Dip galvanized coil nails
Ang nakaraang proseso ng brushed ay nagpatibay ng isang ordinaryong cold pull-up na proseso.Matapos mabunot ang mga pako ng sutla, kinakailangan na mag-polish sa pamamagitan ng mga wood chips.Dahil sa paggamit ng wood chips, nahulog ito sa hangin, na nagresulta sa matinding polusyon ng mga particle ng hangin.Ang pintura ng pintura ay dapat maghintay ng higit sa kalahating oras sa hangin upang matuyo.Bagama't naghihiwalay ito at gumagamit ng aktibong carbon para sa adsorption, magdudulot pa rin ito ng nakakainis na amoy, na hindi nakakatulong sa kalusugan ng kawani.

Ang layunin ng imbensyon ay upang malampasan ang kakulangan ng umiiral na teknolohiya, na nagbibigay ng proseso ng produksyon na may simpleng pagkakayari, mataas na kahusayan sa produksyon, magandang kalidad ng produkto, at maliit na polusyon sa kapaligiran.Upang malutas ang mga teknikal na problema sa itaas, ang proseso ng paggawa ng isang rolling nail na inilarawan sa kasalukuyang imbensyon ay kinabibilangan ng mga hakbang
(A) Ihanda ang mga metal na materyales na kailangan para sa mga pako.
(B) Alisin ang oxidative na balat upang linisin ang ibabaw ng metal na materyal, at gamitin ang pampadulas upang palamig ang panlinis na bakalhilahin;maaari nitong bawasan ang mga artipisyal na pagkalugi at bawasan ang polusyon sa kapaligiran.Angkop para sa pang-industriyang produksyon.
Anggulo: 15 degree flat o 16 degree conical, 11 degree, 0 degree.
Diameter: 0.083" 0.092" 0.099" 0.113" 0.120" 0.131" 0.148".
Haba: 25mm-130mm.
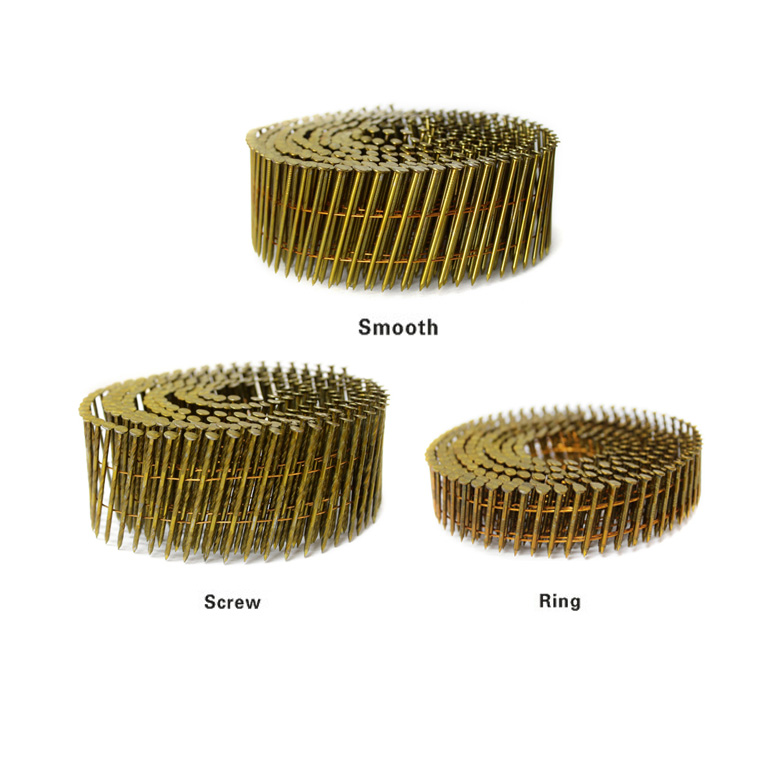
Shanks: makinis, singsing, turnilyo.
Punto: brilyante, pait, mapurol.
Tapusin: maliwanag, E.Galv.M.Galv.HD Galv.304 316 hindi kinakalawang na asero.